

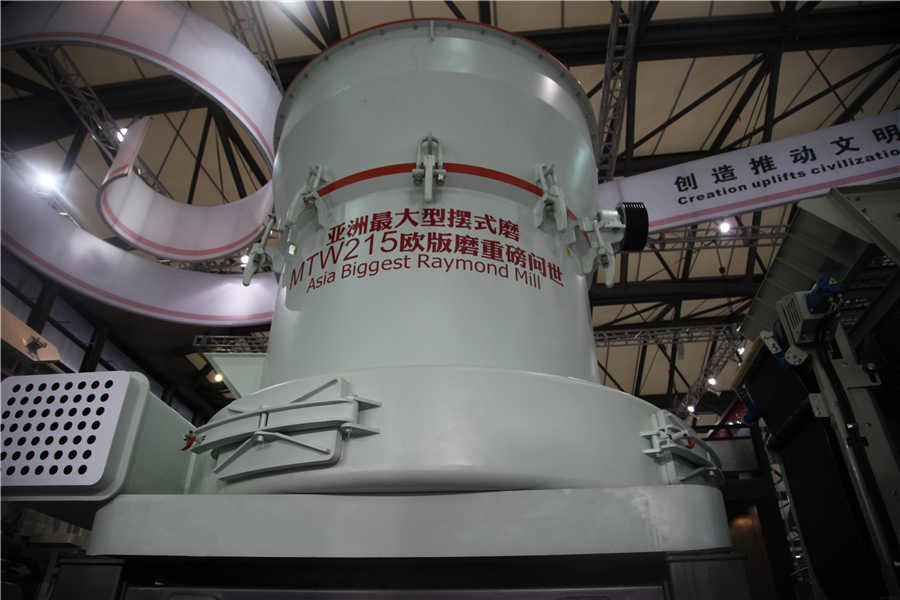
细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






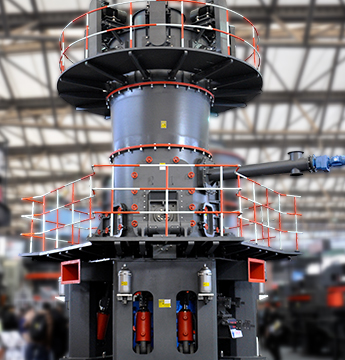
超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

工字钢孔型设计


30工字钢孔型设计 豆丁网
2014年10月28日 (攀枝花钢铁(集团)公司办公室)结合攀钢轨梁厂生产特点及断面特点,进行30工字钢孔型设计,着重阐述了孔型系统的选择和孔型参数的确定,通过孔型系统优化设 孔型 工字钢 万能 连轧 道次 工字形 (江阴兴澄特种钢铁有限公司,江苏江 万能连轧工字钢孔型设计和

万能连轧工字钢孔型设计和生产实践 豆丁网
2011年3月31日 孔型 工字钢 万能 连轧 道次 工字形 (江阴兴澄特种钢铁有限公司,江苏江阴)摘要:介绍了万能连轧工字钢孔型系统的优点和设计方法,根据28#b工字钢 2011年4月10日 以工25为例,介绍了在工字钢设计过程中孔型系统的选择、坯料选择、孔型设计的方法,介绍了25号工字钢孔型设计的特点 道次 各孔出钢正常,取样测断面尺寸 符合 25#热轧工字钢孔型设计 百度文库

工字钢孔型设计及其工艺流程 百度文库
工字钢孔型设计及其工艺流程 第三章工艺流程 本设计是热轧工字钢型钢 工字钢型钢的轧制一般现在传统的二辊轧机的平轧孔型中经过多道次轧制出工字型异形坯,然后在万能轧 D控制孔的设计 a控制孔配置的数量与位置 一般情况下,轧制槽钢配置两个控制孔,这两个控制孔通常是这样安排的:个控制孔尺可能贴近成品孔,但不能把成品孔作为控 槽钢的特点是腿部较长,腿部内侧斜度较小(约10%)。 根据标准GB707——88,槽钢 槽钢孔型设计 百度文库

№12工字钢成品孔及成品前孔孔型设计 百度文库
2014年10月9日 孔型系统不同其设计方法略有不同。工字钢孔型设计的顺序按逆轧制方向进行,成品前孔根据成品孔设计。成品孔和成品前孔构成尺寸如下图所示。 32 ⑴孔型宽度Bk1。考虑节约金属和轧辊的磨损因采用斜轧孔型,为保证轧件尺寸,在此采用了部分负公差。《型钢孔型设计》是2009年1月化学工业出版社出版的图书,作者是徐春。《型钢孔型设计》系统介绍了孔型设计的基本理论,详细阐述了延伸孔型、简单断面型钢、复杂断面型钢和连轧孔型的设计过程及计算方法,同时根 型钢孔型设计 百度百科
工字钢成品孔及成品前孔孔型设计 百度文库
工字钢成品孔及成品前孔孔型设计按产品标准查得№12 工字钢的断面面积为 1780m ㎡,选取μc=126(查经验 公式) ,则求得 n 为:log 115 × 115 1780 ≈9 log 126n=查各种工字钢的轧制道次及所用轧机的辊径表,可知 9 个道次符合要求,所 选轧机辊径为 400 万能连轧工字钢孔型设计和生产实践 认领 被引量: 4 万能连轧工字钢孔型设计和生产实践 摘要 介绍了万能连轧工字钢孔型系统的优点和设计方法 ,根据 2 8#b工字钢试生产的经验 ,总结了万能连轧法生产工字钢孔型设计和轧机调整的要点 ,阐述了对于较大规格 万能连轧工字钢孔型设计和生产实践【维普期刊官网】 中文
槽钢孔型设计 百度文库
槽钢孔型设计 551概述 目前国内生产的角钢有三种类型:一种是普通槽钢,其执行的产品标准为GB707——88;另一种为轻型槽钢,其执行的标准为YB164——63;第三种为集装箱专用槽钢,通常有Hxdxb=113x10x(39—41)或113x12x(39—41)两种规格。2009年7月20日 工字钢孔型设计(I—beam pass design) 为轧制工字钢而对轧制程序和轧辊的孔型所进行的设计和计算工作。由于工字钢是有代表性的凸缘断面型钢,在孔型中轧制时具有开口边、闭口边和腰部,所以研究凸缘轧件在孔型中的变形特征常以工字钢为例 工字钢孔型设计百科搜搜钢

万能XH轧法轧制45号工字钢 道客巴巴
2016年2月13日 总第154期015年第期山西冶金SHANXIMETAI工URGY酬154No.,015DOI:IO.16550.cnki.cnl4—1167/ff.015.0.13万能X—H轧法轧制45号工字钢闰忠英首钢长治钢铁有限公司,山西长治摘要:介绍了长钢H型钢厂利用连铸异型坯和采用万能x—H轧法开发轧制45号工字钢的过程、孔型设计和压下规程设 2020年12月24日 214#工字钢孔型设计21工字钢的生产工艺流程轧制任何一种钢材都可能有几种工艺过程,我们采用的是矩形坯经高速带锯锯切下料后,采用风动砂轮进行表面清理钢坯的表面缺陷,严格按照炉号进行管理。 在室温下装入推钢式加热炉进行加热,之后 工艺技术工字钢轧制工艺课程设计 豆丁网
钢轨孔型设计百科搜搜钢 Mysteel
2008年8月2日 钢轨孔型设计(rail pass design) 为轧制钢轨而对轧制程序和轧辊孔型所进行的设计和计算工作。钢轨的孔型设计,基本上与工字钢孔型设计方法相似,仅是各部分的延伸分布和开轧的前几个开坯孔与工字钢不同,其他如钢轨头部和底部尺寸的求法则完全与工字钢一 作者: 鞍钢孔型设计室 出版社: 冶金工业出版社 出版年: 1959 工字钢与槽钢孔型设计 作者: 巴赫钦诺夫 出版社: 重工业出版社 出版年: 1953 × 访问借阅管理系统 问 图 书 馆 员 意 见 反 馈 友情链接 扫码下载科讯APP 关于平台 运营单位 型钢孔型设计

30工字钢孔型设计 道客巴巴
第27卷第4期2005年8月四川冶金SichuanMetaUurgyVd.27No.4August,#工字钢孑L型设计马朝辉(攀枝花钢铁(集团)公司办公室)【摘要】结合攀钢轨梁厂生产特点及断面特点,进行30#工字钢孔型设计,着重阐述了孔型系统的选择和孔型参数的确定,通过孔型系统优化设计,一次性成功轧制出30#工字钢。2011年9月7日 围绕25#工字钢孔型轧制生产,主要进行25#工字钢的孔型设计。针对钢材的断面特点,经过理论分析,设计了一套全直轧孔型系统。运用这套孔型系统将粗轧和精轧两个阶段有效的结合在一起,并在孔型系统中设计了一道预切深孔型,以利于切深孔切深,防止不均匀变形过大所产生的一些缺陷。工子钢产品优秀毕业设计论文 豆丁网

工字钢孔型设计,pass design for Ibeam,音标,读音,翻译,英文
2018年10月1日 工字钢孔型设计 2) I shaped steel 工字型钢 1 These methods included combination piles with I shaped steel and PHC pipe, small steel pipe guiding, information construction and so on, successfully solved such problems as 2014年6月3日 5#热轧工字钢孔型设计孙秉云闫治国包钢钢联股份公司轨梁厂内蒙古包头介绍了包钢钢联股份公司轨梁厂开发5号工字钢孔型系统的选择及设计方法摘要标关键词中图分类号同时介绍了试制产品的质量与各项指5号工字钢TG3331文献标识码孔型系统 25#热轧工字钢孔型设计 道客巴巴

复杂断面型钢及万能轧机孔型设计doc 原创力文档
2018年1月14日 X6 ~; ]: B工字钢孔型设计,延伸分配的主要依据是腰部压 下量。限制因素除咬入条件、电机能力和轧件表面质量之外,还有一个特殊因素―腿部内侧壁斜度。, S1 \0 l u5 L4 H+ Z 直轧孔型,轧件腿部的内侧壁愈小,所允许的腰部压下量也愈小。2017年11月3日 K1K4连轧槽钢蝶式孔型设计论文 下载积分: 1100 内容提示: K1K4连轧槽钢蝶式孔型设计 谢 权 邯郸钢铁 (集团) 公司河北 邯郸 K4连轧槽钢蝶式孔型设计连轧常数的计算和轧制程序表的编制方法蝶式孔型系统有利于提高连轧机的各项技术经济指标和 K1K4连轧槽钢蝶式孔型设计论文 道客巴巴

热轧H型钢孔型设计(毕业设计) 百度文库
热轧H型钢孔型设计 (毕业设计) 坯机,三机架组成的万能粗轧机组(两架万能粗轧机和一架轧边机)和一架万 能精轧机 四.我国钢结构建筑的快速发展,为热轧 H 型钢的进步和推广创造了良好的市 场条件。 钢结构因重量轻、强度高、抗震性能好、工业化生产 2011年6月27日 闫治国包钢钢联股份公司轨梁厂内蒙古包头介绍了包钢钢联股份公司轨梁厂开发25号工字钢孔型系统的选择及设计方法同时介绍了试制产品的质量与各项指关键词25号工字钢孔型系统孔型设计中图分类号TG33231文献标识码文章编号增刊PassDesignIBeam25SUNBi25#热轧工字钢孔型设计 豆丁网

槽钢孔型设计(DOC) 文档之家
槽钢孔型设计551概述目前国内生产的角钢有三种类型:一种是普通槽钢,其执行的产品标准为GB707——88;另一种为轻型槽钢,其执行的标准为YB164——63;第三种为集装箱专用槽钢,通常有Hxdxb=113x10x(39—41)或113x12x(39—41)两种规格。槽钢的 2014年12月4日 2001年第2期鞍钢技术MSC硼Ⅸ:期ⅥQ【jES・41・1前言工字钢计算机辅助孔型设计庄蕾(北京科技大学)耿申初(鞍山钢铁学院)摘要根据鞍钢大型厂工字钢生产的特点,研究了工字钢孔型的设计方法、优化方法、自动制图和数据库的建立。按照软件工程的方法,采用结构化和面向对象的软件分析和设计 工字钢计算机辅助孔型设计pdf 道客巴巴

630450mm型钢连轧机轧制14a号槽钢孔型设计 豆丁网
2014年9月29日 Φ630/Φ450mm型钢连轧机轧制14a号槽钢孔型设计吉林通化)介绍了在Φ450mm成品轧机上开发生产14a号槽钢的孔型设计、轧机负荷校核及实际生产情况力能校核中图分类号G33213文献标识码9996(2003)04生产线简介通化钢铁集团公司型钢连轧厂是国内自行设机等主体工艺设备的计算、校核发现制约试2016年12月4日 No4August005 30#工字钢孔型设计马朝辉攀枝花钢铁集团公司办公室【摘 要】 结合攀钢轨梁厂生产特点及断面特点进行30#工字钢孔型设计着重阐述了孔型系统的选择和孔型参数的确定通过孔型系统优化设计一次性成功轧制 出30#工字钢。【关键词】 30 30~#工字钢孔型设计 道客巴巴
14#工字钢轧制工艺课程设计 豆丁网
2014年6月18日 11原料选择 12原料的检查和清洗 13原料的加热和加热炉 131原料的加热 132加热炉 21工字钢的生产工艺流程 22孔型设计准备 由于某种原因采用通常的轧制方法难以轧出要求的工字钢时,可采用特殊轧法,充分利用不均匀变形和孔型设计的技巧。 例如,当钢坯断面较窄而要求轧制较宽的工字钢时,可采用波浪式轧法;又如当坯料较宽而要求轧制较小号工字钢时,可采用负宽展轧制等。工字钢抖音百科

哈芬中文版 预埋钢槽 (技术手册) 道客巴巴
2013年1月9日 热轧哈芬预埋槽钢孔型设计及实验 星级: 4 页 哈芬槽式埋件施工方案 星级: 8 页 【精品】预埋板玻璃幕墙哈芬槽 星级: 12 页 哈芬预埋槽钢抗震试验研究 星级: 7 页 哈芬预埋钢 星级: 60 页 哈芬预埋槽钢在地铁隧道施工中的应用2021年10月29日 1、槽钢孔型设计551概述目前国内生产的角钢有三种类型:一种是普通槽钢,其执行的产品标准为gb70788;另一种为轻型槽钢,其执行的标准为yb16463;第三种为集装箱专用槽钢,通常有hxdxb=113x10x(3941)或113x12x(3941)两种规格。槽钢孔型设计

槽钢孔型设计 百度文库
D控制孔的设计 a控制孔配置的数量与位置 一般情况下,轧制槽钢配置两个控制孔,这两个控制孔通常是这样安排的:个控制孔尺可能贴近成品孔,但不能把成品孔作为控 槽钢的特点是腿部较长,腿部内侧斜度较小(约10%)。 根据标准GB707——88,槽钢 2014年10月9日 孔型系统不同其设计方法略有不同。工字钢孔型设计的顺序按逆轧制方向进行,成品前孔根据成品孔设计。成品孔和成品前孔构成尺寸如下图所示。 32 ⑴孔型宽度Bk1。考虑节约金属和轧辊的磨损因采用斜轧孔型,为保证轧件尺寸,在此采用了部分负公差。№12工字钢成品孔及成品前孔孔型设计 百度文库

型钢孔型设计 百度百科
《型钢孔型设计》是2009年1月化学工业出版社出版的图书,作者是徐春。《型钢孔型设计》系统介绍了孔型设计的基本理论,详细阐述了延伸孔型、简单断面型钢、复杂断面型钢和连轧孔型的设计过程及计算方法,同时根 工字钢成品孔及成品前孔孔型设计按产品标准查得№12 工字钢的断面面积为 1780m ㎡,选取μc=126(查经验 公式) ,则求得 n 为:log 115 × 115 1780 ≈9 log 126n=查各种工字钢的轧制道次及所用轧机的辊径表,可知 9 个道次符合要求,所 选轧机辊径为 400 工字钢成品孔及成品前孔孔型设计 百度文库
河北保定磁铁欧版研磨机
--我国各大铁矿制粉厂工艺流程图
--上海世邦pcl冲击式磨粉机
--铁精矿粉采制
--R型系列雷蒙磨粉机R型系列雷蒙磨粉机R型系列雷蒙磨粉机
--页岩设备
--100目粉碎机
--雷蒙系统
--元谷轮胎式矿石磨粉机
--大型振动筛SF1502PN
--石子机的强磁多少钱
--新疆雷蒙磨
--惯性雷蒙磨粉机基础施工要点
--进口的ISE振动给料机
--立式磨带的磨粉机
--长乐市重工有限公司
--QPF强力型欧版磨粉机
--珍珠岩生产线加热300摄氏度
--minecraft研磨机合成表
--加工方片石的设备
--矿渣微粉购销合同矿渣微粉购销合同矿渣微粉购销合同
--PE250x1200立式磨粉机
--山东招远矿山铸造厂
--工业固体粉碎机江苏
--美国履带磨粉机
--制粉设备厂制粉设备厂制粉设备厂
--矿山用卷扬机
--c3054
--煤矸石烧结多孔砖建筑技术规程
--含磨粉砂土描述
--